 谢生13728290202
谢生13728290202 


材料 | 高质量切割厚度 (mm) | 极限/穿孔厚度 (mm) | 切割点数
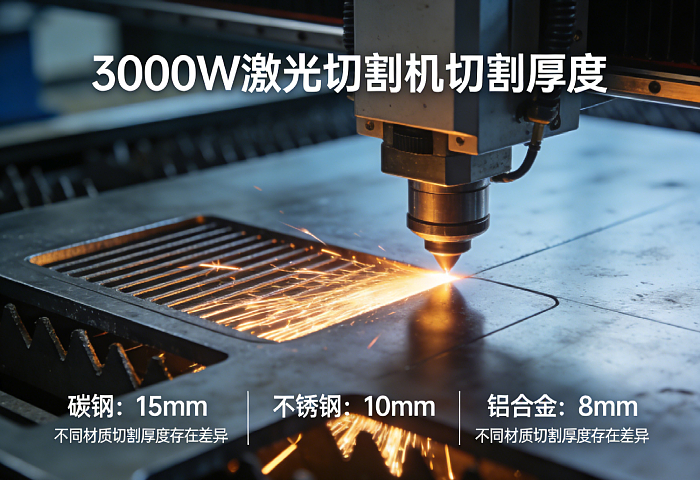
碳钢 (Q235) | 12-16 | 20-22 | 氧气切割,厚板切割速度较慢,切割表面颜色较深
不锈钢 (304/301) | 8-10 | 12-15 | 氮气切割,表面光亮;301不锈钢与304类似,8-10mm为高质量切割范围。
铝板(纯铝/6061)| 6–8 | 10–12 | 高反射率材料,需要专用切割头。
黄铜/紫铜 | 3–5 | 6–8 | 极高反射率,切割难度大,效率低。
关键因素
材料类型:碳钢最易切割,其次是不锈钢,铝/紫铜最难切割。
辅助气体:
碳钢:氧气(辅助燃烧,可切割更厚的板材,但会在切割表面形成氧化层)
不锈钢/铝:氮气/空气(无氧化,表面光亮,但切割较厚板材的能力有所降低)
设备和工艺:
激光器品牌(Raycus/IPG/Chuangxin)、切割头、工作台稳定性
焦距调整、气体压力、喷嘴、转速(切割较厚板材时需降低转速并调整焦距)
厚度与质量之间的权衡:
厚度越大 → 转速越慢,切割表面越粗糙,毛刺/熔渣越多
对于厚度≥12mm的301不锈钢,通常只能进行“贯穿切割”,无法保证光亮表面或精度。
实用建议:
推荐厚度:0.05–8mm(使用3000W功率可获得稳定、光滑、无毛刺的表面)
8–10mm:可以切割,但速度减半,切割面颜色较深,适用于对外观要求不高的结构件。
>10mm:不建议使用3000W功率;应使用6000W或更高功率的激光切割机。或者考虑其他加工工艺。
加工优势:301不锈钢经冷硬化后硬度很高,但非接触式激光切割不会产生切屑,且精度高,尤其适用于弹簧/钣金的精密切割。
问题1:3000W激光切割机可以切割12mm厚的301不锈钢吗?
答案:可以切割,但不建议这样做。切割速度极慢(约 0.5–0.8 米/分钟),切割面发黑,产生大量熔渣,需要频繁除渣,导致成本高、效率低。10 毫米或更薄的厚度是 3000 瓦激光器的理想切割范围。
问题 2:为什么有些厂家声称可以用同一台 3000 瓦激光器切割 15 毫米厚的 301 不锈钢?
答:这是极强的穿透能力,不适用于稳定的批量生产。它只能用于偶尔的试切,不能用于长期批量生产;否则,设备磨损会非常严重,产品质量也会下降。
问题 3:切割 301 不锈钢的最佳气体是什么?
答:氮气(12–16 巴)可产生光亮、无氧化、无锈蚀的切割面,适用于弹簧/精密零件;使用压缩空气切割成本更低,但切割面颜色略深,毛刺也更多。
问题 4:使用 3000W 电机,切割 301 不锈钢的最小厚度是多少?
答案:可切割厚度从 0.05mm 起。超薄条(0.05–0.3mm)的切割精度可达 ±0.005mm,特别适用于微型弹簧和传感器元件。
上一篇: 紫铜密度 8.96g/cm³!高纯度材质应用场景介绍

