 谢生13728290202
谢生13728290202 


您是否还在为不锈钢加工过程中出现的毛刺、严重变形以及无法切割复杂形状等问题而苦恼?其实,选择合适的加工方法就能轻松解决这些问题!不锈钢激光切割凭借其先进的“光刀”技术,精准地解决了传统加工方法的诸多难题。下面,我们将解释其工作原理,并针对您最迫切的需求提供解决方案。
首先,让我们来了解一下!什么是不锈钢精密激光切割?
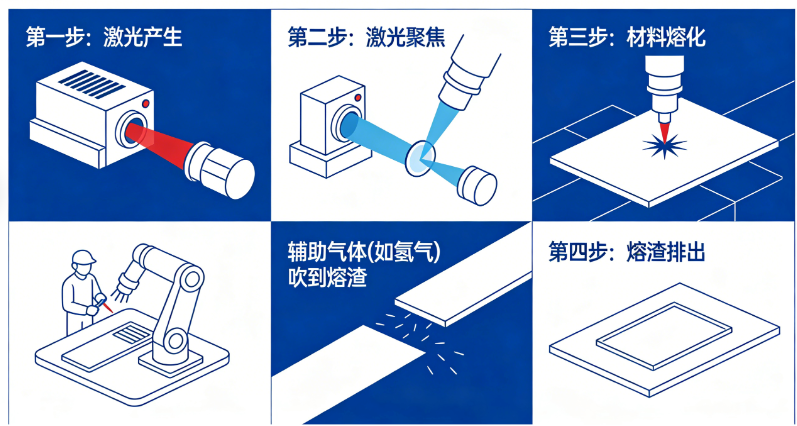
不锈钢激光切割的核心原理很简单:利用“聚焦的高强度光束”作为一把隐形的刀来切割金属。该设备发射高能激光束,并通过光学系统将其聚焦成直径小于0.1毫米的微小光点。当这个光点照射到不锈钢表面时,可以在几毫秒内将局部温度提升至数万摄氏度。
高温使不锈钢瞬间发生“熔融汽化”过程,将固态金属转化为熔融的液体或气体。同时,高压辅助气体喷射(通常为氮气或氧气)用于快速吹走熔渣和汽化的金属碎屑,类似于除尘。当激光束和工件沿预设路径移动时,会精确地“蚀刻”出一条平滑的切口,完成切割操作。更令人印象深刻的是,这把“光刀”具有高度可调性:通过改变能量,它可以切割从0.1毫米薄板到20毫米厚板的各种材料;通过调整控制点的速度和大小,可以确保切口的平滑度。它能够轻松处理复杂的曲线和小孔。
激光切割解决了传统加工的四大主要缺点!
1. 毛刺过多,二次加工成本高昂且耗时。传统切割会在边缘留下毛刺,需要手工打磨,这不仅增加了成本,还影响产品的美观性和安全性。激光切割的优势:激光能量集中,切割线平滑,切割表面光滑;中薄厚度的板材几乎没有毛刺,无需进一步研磨,即可直接使用。
2. 热变形严重,尺寸精度差。薄不锈钢板加工后容易翘曲变形,导致废品率上升或装配困难——这是许多制造商面临的主要问题。激光切割的优势:热输入低且集中,热影响区小,数控系统精确控制切割线,最大限度地提高板材平整度,精度可达±0.05毫米。3. 加工复杂图形困难,模具成本高:对于小批量生产或加工复杂图案,传统模具成本高昂、耗时且难以获取。激光切割的优势:无需模具;使用软件设计后即可直接切割。可以完美复制复杂图形和密集排列的小孔,并能快速完成小批量订单。
4. 粗糙氧化的切割面,无法满足高端要求:传统工艺容易产生熔渣堆积、表面粗糙甚至氧化层,无法满足精密零件或美观部件的要求。激光切割的优势:使用氮气等惰性气体辅助切割有助于避免氧化,实现干净光滑的切割,直接满足焊接、喷漆等后续工艺的需求。
关键工艺参数,切割效果的核心:
想要获得更稳定的激光切割效果?必须精确选择以下参数:
激光功率:对于薄板,选择低功率、高转速以避免边缘烧蚀;对于厚板,选择高功率、低转速以确保切割深度。
辅助气体:选择氮气进行非氧化性操作,选择氧气提高切割速度,选择空气则适用于对成本要求不高的应用(适用于对美观性要求不高的情况)。
焦点位置:最佳焦点略低于材料表面。需要根据板材厚度进行调整;即使0.1毫米的偏差也会影响切割质量。
喷嘴和气体压力:对于 1-3 毫米厚的 304 不锈钢,使用 1.5 毫米喷嘴,氮气压力为 10-13 千帕;对于 5-6 毫米厚的 304 不锈钢,使用 2.5 毫米喷嘴,压力为 14-16 千帕。
常见问题:
Q1:激光切割不锈钢真的能做到完全无毛刺吗?
答:对于中薄厚度的板材,在优化参数和使用合适的气体后,切割表面几乎无毛刺,可以直接安装使用。对于极厚的板材,边角处可能会出现少量熔渣,但这比传统方法要好得多。
Q2:切割 3 毫米厚的 304 不锈钢的最佳辅助气体是什么?
答:对于精密零件或需要后续焊接的零件,选择氮气(非氧化性气体);如果您对氧化层不敏感且希望提高切割速度,请选择氧气;如果成本有限且对形状要求不高,可以使用空气。
Q3:切割带有许多小孔的复杂形状是否会显著增加成本?
答:由于钻孔时间,成本会略有增加,但由于无需模具,总成本仍然低于传统工艺,并且可以保证小孔的加工精度。
Q4:切割后金属板轻微变形的原因是什么?
答:最可能的原因是焦点位置不正确或切割线不合理。增加焦点高度可以优化切割线和热分布。
Q5:厂家通常需要多长时间才能交付小批量样品?
答:对于标准工艺,交货时间为1-3天。对于复杂图像或特殊要求,请提前联系厂家确认具体交货日期。
Q6:如何解决切割表面泛黄或变黑的问题?
答:主要原因是氮气纯度不足或气体泄漏。检查氮气纯度(建议≥99.9%),检查气体管道是否存在泄漏,并通过延长吹气时间来清洁气体管道。
选择激光切割不锈钢不仅可以解决传统加工方法的诸多难题,还能提高生产效率并降低总体成本。如果您的加工需求涉及特定厚度的板材、复杂的图案或高精度要求,不妨考虑采用这种“激光刀”切割技术,将产品质量提升到一个新的水平!
上一篇: 铝1100是什么材质

